Andys Handcuff Collection
"Making Of" Andy HS104 V2A
main page
[previous]
[1]
2
[3]
[4]
[5]
[6]
[next]
Lock Body and Bow
Because cam locks from Abloy have a diameter of 19mm i have selected tubes with this
inner diameter. Outer diameter is 22mm, so my lock bodies are much thicker than from
other darbies.
At first tubes are cut by saw and trimmed to exact length in turning lath. Because
long tubes can be fixed only at one side and stainless steel is very hard i could
remove just 1/60mm at every step (figure 3).
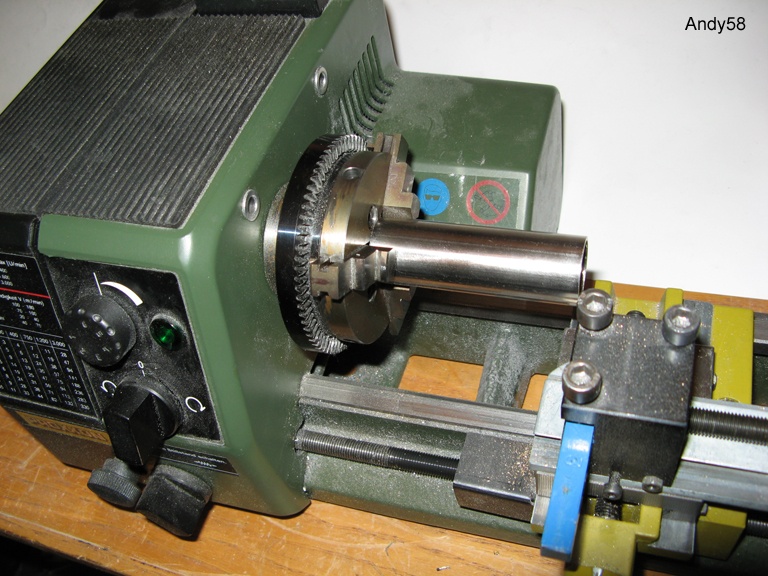
Figure 3: trimming length on turning lathe
Cuts for opening where bow is inserted when locked are made by cutting discs in milling
machine.
Bows are made of flat-bar steel. At first surface has to be finished to get an almost
glossy surface. Unfortunately i am not able to make a perfect glossy surface, stainless
steel is too hard. At first i had absolutely no success. I have tried sandpaper and
whetstone for hand, but surface has not changed, i could just clean it. At least i have
used grinding discs for drilling machine with increasing graining (figure 4)

Figure 4: surface conditioning by grinding discs
Note the tube of a vacuum cleaner to remove most of metal dust nearby. The vacuum cleaner
is also used when using milling machine. Surface is not perfect but i hope it is good
enough for handcuffs. All other parts are also conditioned by the same method.
Before bending bows to correct shape a hole for hinge has to be drilled at the end of bow.
It is not easy to drill a hole with diameter of 2mm and a length of 14mm in stainless steel.
You cannot use ordinary drills from next hardware store. I have tried it but max. depth of
holes are less than 1mm, then drills are blunt. Also "special drills for stainless steel"
from hardware store were not successful. At least i bought cobalt drills especially cut for
stainless steel, CrNi-steel and for safe doors. Together with cutting oil (like Rocol) for
cooling i was able to drill deep holes in stainless steel. At first i have tried drilling
an old hole for an already bent bow (figure 5). You have to be very careful not to break
drill inside hole. This happened at drilling hinge for my prototype, the broken drill
inside hole could not be removed, so i had to make a new bow.

Figure 5: drilling holes for hinge
Now bars has to be bend to correct shape of handcuff bow. I have build a special construction
for bending steel bars. Always bend a little bit then lay bow on drawing of original size to
check correct shape. Bending of normal steel for my first prototype was easy, but bending
stainless steel was much, much harder. Bending tool multiplies force by factor 20 and i had
to push by more than about 300N (about 70 pound) to bend bows. On figure 6 bow can be seen
in bending construction when you look close.

Figure 6: bending steel bars
Bows are cut a little bit longer when needed because exact length is not known. If you are
bending steel, inner side will be compressed and outer side will be stretched, but you
cannot locate precise location of neutral points. So bows are too long and has to be cut
to exact length after bending to correct shape.
On the other end of bow a hole of 8.5mm with a slot of 4mm is inserted for the locking
mechanism. Inside tube is a turning latch with a flat end. In open position this end is
vertical so it can pass through slot. In locked position locking bolt is turned by 90° so
flat end is horizontal and blocks inside hole of bow. Figure 7 shows bows for handcuffs
and legcuffs.

Figure 7: bows with locking slots
Caps of lock bodies are made from 25mm rod, the only way for me to get perfectly circular
caps. They wouldn't be really round when cut from 3mm sheet. But cutting 25mm rods of
stainless steel is very hard. If you saw it by hand, you have a lot of painful work and
surface of cut is uneven. It is very difficult to make this surface smooth. So i mounted
my Dremel-like machine into turning lathe using cut-off wheel as replacement for a very
narrow cutting steel. While turning lathe is rotating slow, cut-off wheel rotates much
faster and cuts one disc after another. You need a lot of time to cut one disc from rod,
but surface of cut is very smooth. So you have little to do for smoothing this surface.
Sawing by hand is faster, but you have a lot of work to finish surface, much more than
cutting discs by turning lathe and cutting wheel.
This is a tradeoff for my small turning lathe, it is too small and has not enough power
to cut 25mm rod directly. Figure 8 shows arrangement and two already cut discs. One disc
has been finished by a depression for exact fitting over lock body.
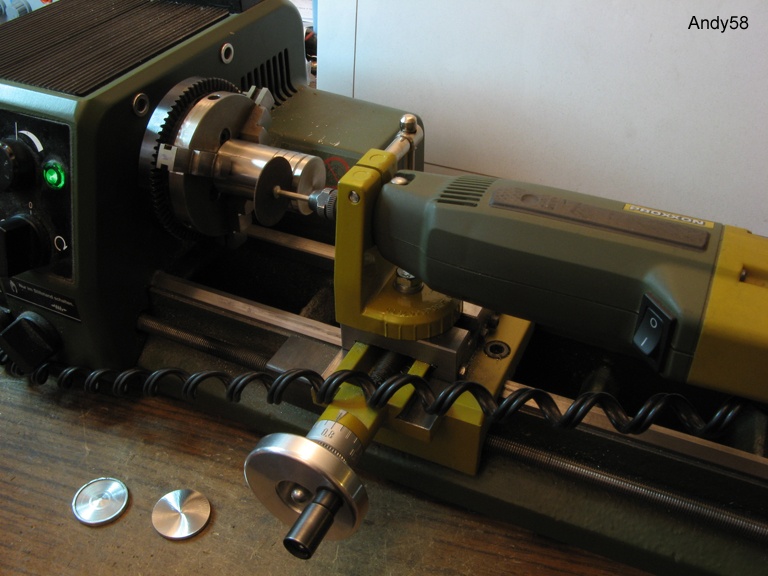
Figure 8: cutting caps
[previous]
[1]
2
[3]
[4]
[5]
[6]
[next]